
联系人:赵经理
电话:0534-2300693
手机:18162020317(业务经理 微信同号)
网址:www.ljbrake.com
地址:山东省德州市运河经济开发区工业园

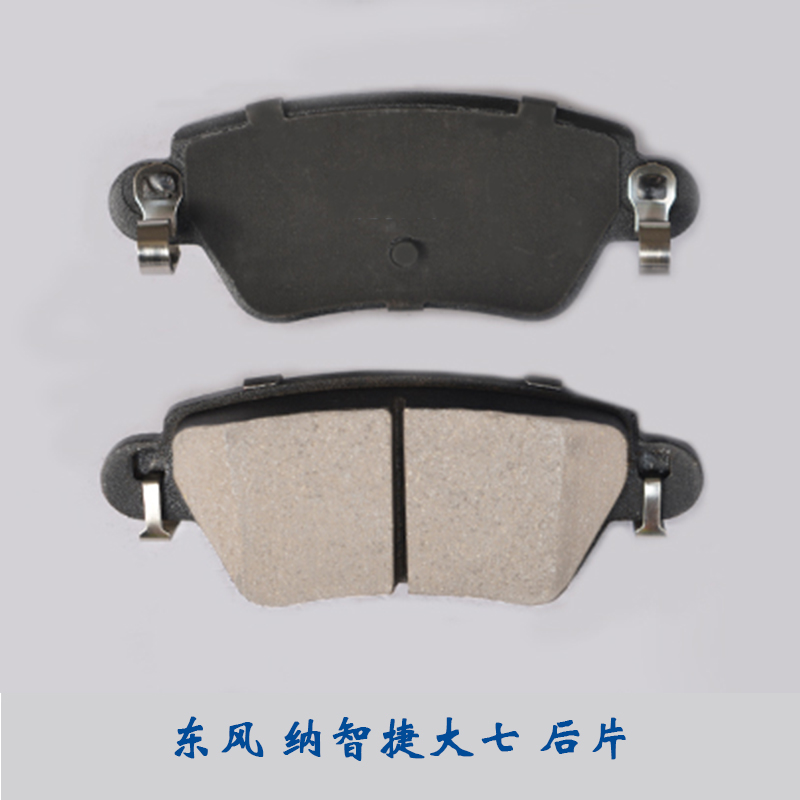
如图1所示,优质后刹车片的卡子材质为65Mn,材料厚为0.6mm,表面镀锌0.015一0.02mm,从图中可看出,该优质后刹车片卡子的形状比较复杂,需要成形的尺寸较多,且中小批量生产,精度要求不高。考虑使用连续模设计,模具结构复杂而且制造成本高,故采用单工序模设计。模具结构简单,设计制造容易,制造周期短,投产快。回弹也容易控制,维修方便。由于表面要求镀锌,因此,确定加工工艺路线:下料一落料,切口,弯曲一弯形一整形-镀锌-除氢。

薄壁优质后刹车片零件的加工是比较棘手的问题,原因是薄壁零件刚性差、强度弱,在优质后刹车片加工中极容易变形,使零件的形位误差增大,不易保证零件的加工质量。由于各种薄壁零件的形状、大小及要求不同,就会有不同的加工方法。如图I所示的一种薄壁刹车片,其材质为65Mn。该零件属于薄壁零件,在加工过程中要对其形位公差严格控制。如果直接对零件装夹加工,外形尺寸可以加工出来,但是形位公差想达到图样设计要求将十分困难。该零件的特点是局部壁薄、刚性差.而且在薄壁只有1.3mm的基础上,两而还有深0.3mm的环形槽,加工应力对工件的精度影响较大。如何保证加工精度、如何合理设计夹其,是加工此零件的关键.
优质后刹车片模具刃口尺寸的确定,整修模具工作部分尺寸计算方法与普通冲裁相同。外缘整修时,制件尺寸取决于凹模刃口尺寸。因为需要两次整修,故后刹车片厂家设计了两副整修模具,二副整修模具的凹模刃口尺寸应以钢背尺寸为准,其计算方法与一般冲裁模凹模刃口尺寸计算方法相同;一副整修模具的凹模刃口尺寸在副整修模具的凹模刃口实际尺寸墓础上沿周边增加加工余量(单面),即使一副整修模具的凹模刃口实体尺寸比二副整修模具的凹模刃口实体尺寸减小。同理使落料凹模刃口实体尺寸比一副整修模具的凹模刃口实体尺寸再减小。这样可保证落料后的工件在进行两次整修时,分别有整修余量。

优质后刹车片骨架的热处理、长期以来采用箱式电炉加热,油中淬火后,再将零件装人夹具中夹紧,并于井式电炉中回火,后刹车片厂家说上述热处理方法是一种比较落后的常规工艺.缺点是:工人劳动强度大,生产效率低;回火夹具的夹紧力有限,且回火过程中产生压力松弛,热校平效果差奋在箱式电炉中加热,零件表面脱碳严重;热处理后零件表面硬度不合格;零件削加工安排在热处理后,表面残存加工应力大。增大了零件在疲劳试验和工作状态下产生变形和裂纹的可能性.
181-6202-0317
网址:www.ljbrake.com
地址:山东省德州市运河经济开发区工业园


